电话:13891072700
电话:13891072700 邮箱:839504980@qq.com
邮箱:839504980@qq.com  地址:陕西省咸阳市礼泉县阡东镇吴家村
地址:陕西省咸阳市礼泉县阡东镇吴家村






13891072700


工艺集中。数控加工一般都有可自动换刀的刀架,刀库,换刀过程通过程序控制自动进行,所以,工序比较集中。工艺集中化带来的经济效益如下:减少机床的占用空间,节省厂房。2.减少或不存在中间环节(例如对半成品进行中间检验、暂存处理等),节省时间和人力。数控车床加工是一种高精度、篙效率的自动化机床用数字信息控制部件和位移的机械加工方法。是解决航空航天产品零 部件等品种变化、批量小、形状复杂、精度高等问题,实现篙效自动化加工的有效途径。
数控车床加工有以下优势:1、很多降低工作服总数,加工样子繁杂的零件不用繁杂的工作服。如要更改零件的样子和规格,只必须改动零件加工程序流程,适用新品研发和民用型。2、加工品质平稳,加工高精度,反复高精度,融入器的加工规定. 3、多种类、小大批量生产状况下生产率较高,能降低生产现场管理、数控车床调节和工艺流程检测的时间,并且因为应用钻削量而降低了钻削时间。

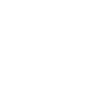
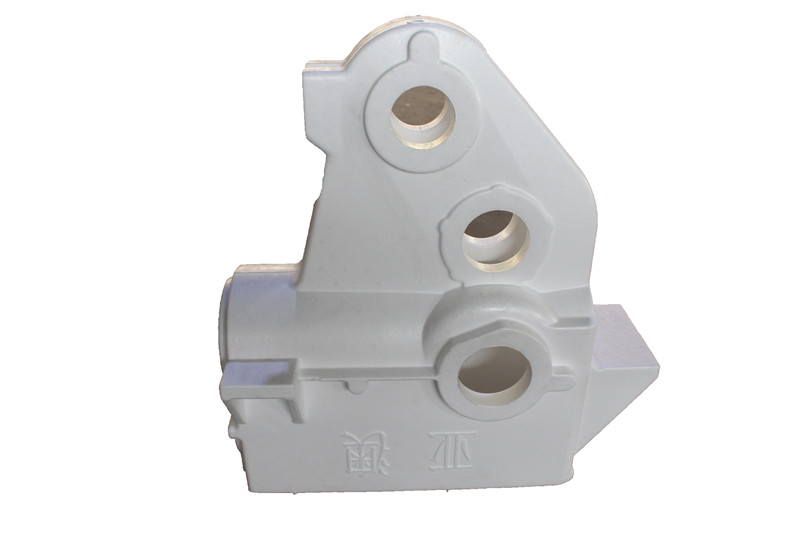
车床零部件
数控加工中心简称CNC加工中心,南方人习惯称电脑锣,是数控机床的一种,通过CNC系统控制,它是在数控铣床的基础上发展而来的,比数控铣床多了刀库自动换刀功能,可以一次装夹完成钻孔、锪孔、铰孔、镗孔、攻螺纹、铣削等多道工序的加工,使生产效率大大提高。
切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高,刀尖温度会上升,会产生机械的、化学的、热的磨损。切削速度提高20%,刀具寿命会减少1/2。
进给条件与刀具后面磨损关系在小的范围内产生。但进给量大,切削温度上升,后面磨损大。它比切削速度对刀具的影响小。切深对刀具的影响虽然没有切削速度和进给量大,但在微小切深切削时,被切削材料产生硬化层,同样会影响刀具的寿命。
 当前位置:
当前位置:

 热门推荐
热门推荐